Nástrojová ocel - zpracování
Podařilo se mi sehnat zlatnickou válcnu. Měla bohužel jednu chybu, jeden válec hladký a druhý s drážkami na čtvercový profil. Aby se dala používat, musel jsem vyrobit další dva válce do páru.

Jako vhodný materiál mi byla doporučena nástrojová ocel 19423. Tu jsem nesehnal, tak jsem je nakonec vyrobil z loupané 19436.
Pár věcí jsem již kalil, ale většinou to byly drobnosti, ty jsem ohřál jen kyslíkovodíkovou svářečkou a šup s tím do oleje nebo vody. Tyhle válce mají 52mm a tak jsem se snažil dodržet v rámci mých možností správný technologický postup tepelného zpracování.
Nástrojová ocel je i ve vyžíhaném stavu docela houževnatá a od nože padaly pěkně horké špony připomínající spíše pružiny.

Po vyhrubování na velkém soustruhu následovalo frézování drážky na pero a vrtání otvoru se závitem M8.

Drážky na čtvercové profily bylo třeba přesně rozměřit, tak jsem vybrousil nůž na 90 stupňů a oměřil jím na soustruhu PROMA s digitálním odměřováním ten původní válec.

Pak už jen stačilo upnout nový válec mezy hroty a vysoustružit drážky podle změřených hodnot.

Podle doporučení by se mělo provést po obrobení vyžíhání na odstranění pnutí 600 - 650°C , kalit do oleje při teplotě 930 – 960 °C a popouštět minimálně ve vroucí vodě podle požadované tvrdosti. Popuštění na odstranění pnutí jsem vynechal a rovnou to šoupnul do studené pícky kterou jsem pak postupně nažhavil na 1000 °C. V teorii se praví něco o pomalém náběhu na 700 °C pak rychleji na kalící, výdrž na té teplotě… Po pravdě, byl jsem rád že to ta pícka na tu kalící teplotu ohřála a moc jsem ty časy nehlídal. Teplotu jsem měřil poctivě optickým pyrometrem a pak na těch cca 940 chvíli počkal aby se to dostatečně prohřálo.

Kalení jsem provedl do rostlinného oleje, usnadnil mi to závit v těle válce. Našrouboval jsem do něj dlouhou kulatinu a díky ní to z pece vyndal a ponořil do oleje.

Docela mě potěšilo, že na povrchu oceli nebyly žádné výrazné okuje, to co jako okuje vypadá, je spíše připečený olej který se dal bez problémů odstranit. Olej z řízků nebyl zřejmě nejvhodnější volba :-)

Následovalo několikahodinové vaření, aby se materiál popustil. Na měření tvrdosti nemám vybavení, ale protože pilník více méně po povrchu „klouzal“, bude určitě dostatečná :-)

Co mě ale nepotěšilo, bylo prohnutí konců hřídelí. Musel jsem před broušením na kulato vyrobit nové důlky na hroty. Ze strany se závitem jsem našrouboval šroub, do důlku na druhé straně vložil mosazný váleček. Tělo s drážkami v soustruhu pomocí hodinek vystředil a navrtal nové důlky. Materiálu naštěstí bylo dost a tak jsem mohl konce válců obrousit na požadované rozměry. Stačilo již jen vyrobit dvě nová kola a válcna konečně mohla začít sloužit svému účelu.

Na zkoušku jsem válcoval 1cm dlouhý Al drát o průměru 4mm. Nakonec jsem skončil na délce 65cm a čtvercovém profilu cca 0,45x0,45mm :-)

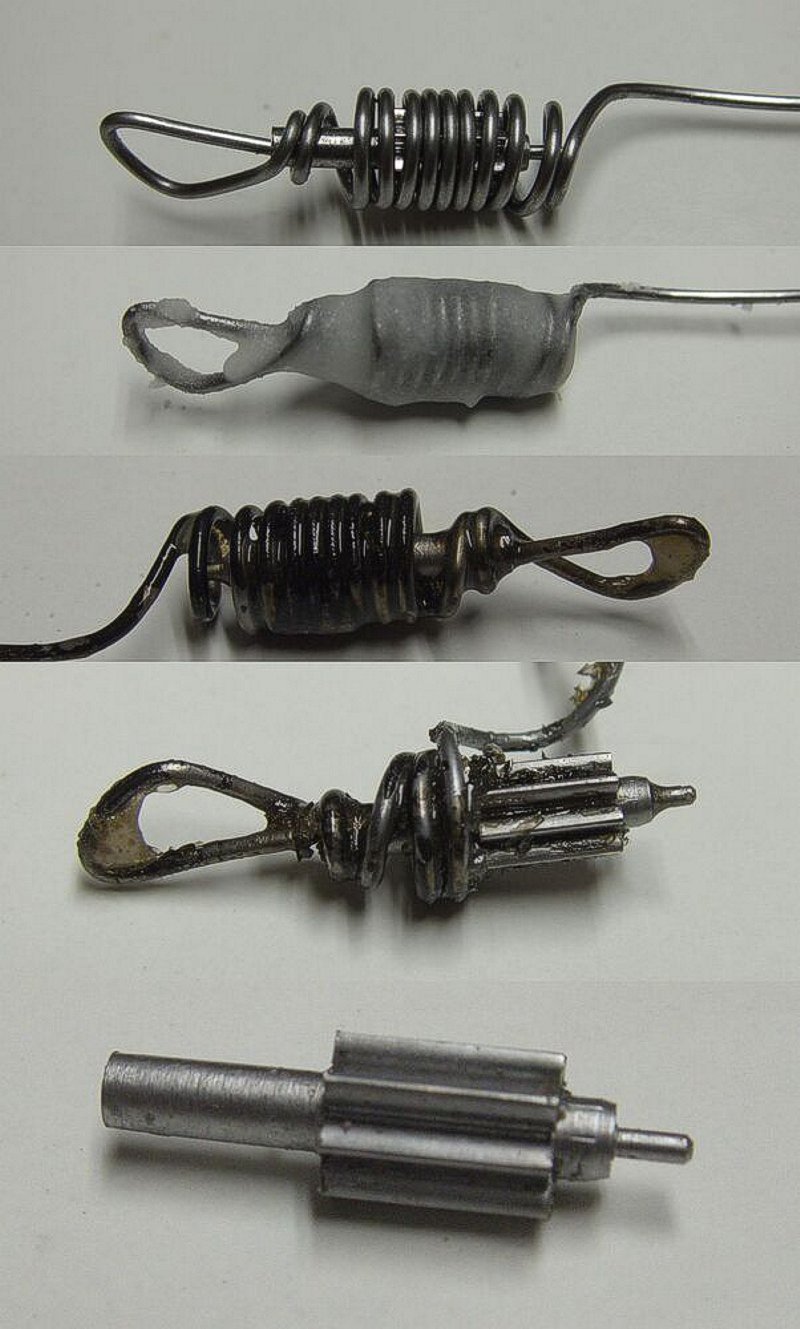
Při kalení drobných předmětů se mi osvědčilo omotat je Fe drátem. Rozmíchat kyselinu boritou s lihem a vzniklou pastu vetřít mezi ty závity drátu. Líh se teplem vypálí a kyselina udělá na povrchu ochranný povlak. Po zakalení stačí vzniklou krustu mechanicky odstranit a objeví se čistý kov.