Šnekový převod
Jako výchozí materiál pro frézu se dá použít třeba poloosa z auta, v tomto případě to byl šestihranný sekáč ze sbíjecího kladiva. Použité materiály jsou snadno dostupné, dostatečně houževnaté a dobře kalitelné. Před vlastním zpracováním se, ale musí nejprve vyžíhat. U mě to znamená rozžhavit potřebnou tyčku na co nejvyšší teplotu a nechat jí několik hodin zvolna chladnout zahrabanou v popelu. Po tom se dá uvedený materiál obrábět běžnými nástroji.
Budoucí frézu vyrábím klasicky na soustruhu pomocí aut. posuvu nožem z radeka broušeným pod úhlem 30 stupňů. Průměr frézy musí být o něco větší než je šnek aby se vytvořila hlubší drážku a šnek pak nedrhnul o její dno. V této fázi výroby se vyplatí součastně s frézou vyrobit i budoucí šnek. Soustruh s nožem je nastavený tak proč toho nevyužít.

Zuby je nejjednodušší vyrobit úhlovou frézou pomocí děličky. V nouzi by se daly vytvořit i pomocí rozbrusu. Drážka zubu by měla být co nejužší, aby šnek byl stále v záběru a otáčel kolem.


Další operací je kalení. Aby se mi fréza neprohnula provádím ho následovně: frézu upnu do vrtačky, pod ní umístním nádobu s vodou. Za mírných otáček jí rozžhavím autogenem (v mém případě kyslíko-vodíkovou svářečkou) do žlutého žáru a pak stále roztočenou zasunu do vody.

Broušení provádím na soustruhu pomocí horní frézky FERM upevněné v suportu, brusným kotoučkem. Suportem najedu do záběru a pojíždím vpravo-vlevo. Výsledkem musí být takový tvar zubu, aby byl u ostří nejvyšší a směrem dozadu se mírně snižoval. Popouštění by se mělo provádět v písku na žlutou barvu, já ho odbyl opět ve vrtačce a při náběhu barvy okamžitě schladil.

Podle požadovaného počtu zubů a stoupání se spočítá průměr roztečné kružnice, přidá výška zubu a na tento rozměr se připraví žlábek v budoucím kolečku.

Dalším krokem je vytvoření náběhu budoucích zubů. Bez tohoto navedení frézy do řezu se většinou hlavně u malých koleček s nízkým počtem zubů nepodaří globoidní kolo vytvořit. Důvodem je příliš rozdílný průměr hlavové a roztečné kružnice. Konkrétně zde jsem použil děličku a jako „frézu“ v žáru zahnutý a zakalený nastřelovací hřebík vybroušený do ostří.
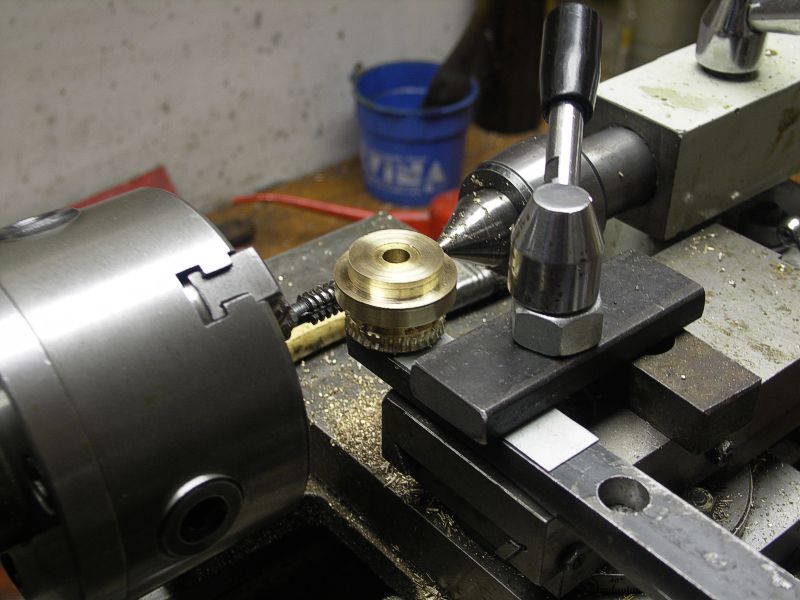
Budoucí kolečko se nasadí na dobře namazaný leštěný čep s podložkou, u větších rozměrů se vyplatí použít držák s ložisky. Srovnají se výškově osy frézy a kolečka.

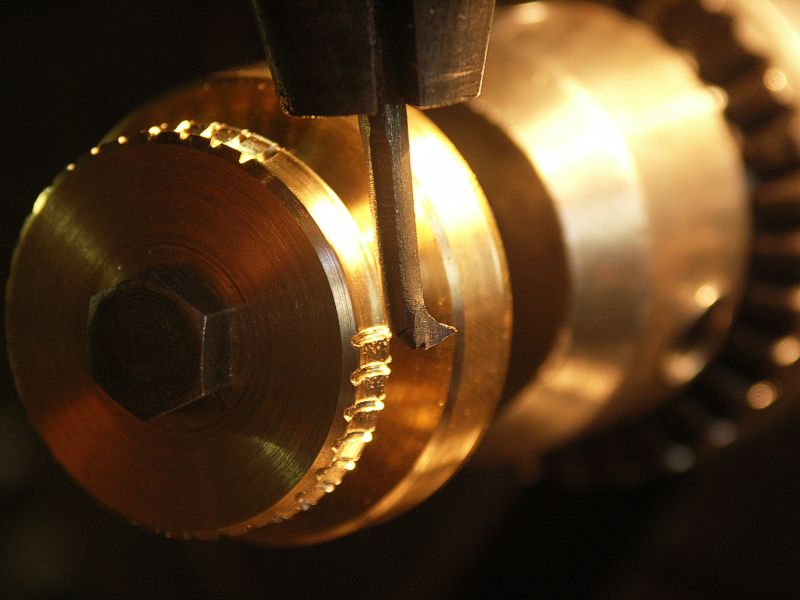
Najetí do záběru se musí provést opatrně, případně i párkrát otočit frézou ručně a pohlídat si aby skutečně brala v připravených nábězích. Pak už stačí pustit soustruh a suportem najet do řezu.

Výsledkem je pak takovéhle kolečko. Konkrétně toto má průměr cca 30mm, 36 zubů, stoupání 2,5mm. Větší přesnosti se dá docílit spasováním šneka s kolečkem, pomocí lapovací pasty, záběhem v soustruhu ( fréza se nahradí šnekem).



Starší výrobek, fréza z poloosy, průměr kola cca 50mm, 40 zubů, stoupání 4mm.

Jako nouzovku na mosaz jsem udělat frézu z hlazenky 5mm.

Frézování kola

A je hotovo

Další zakázka


Potřeboval jsem vyrobit trochu větší šnekové kolo na parní stroj. Svařil jsem si ocelový střed a na něj do písku "nalil" roztavenou mosaz. Po obrobení jsem předřezal zuby modulovou frézou.

Vlastní zuby kola jsem pak frézoval zbytkem původního šneku ve kterém jsem vyřezal rozbrusem zuby.

Strojaři mě asi budou bít, ale pro mě je důležitý výsledek :-).


Diskuze z CNC fóra, člověk se má stále co učít :-):
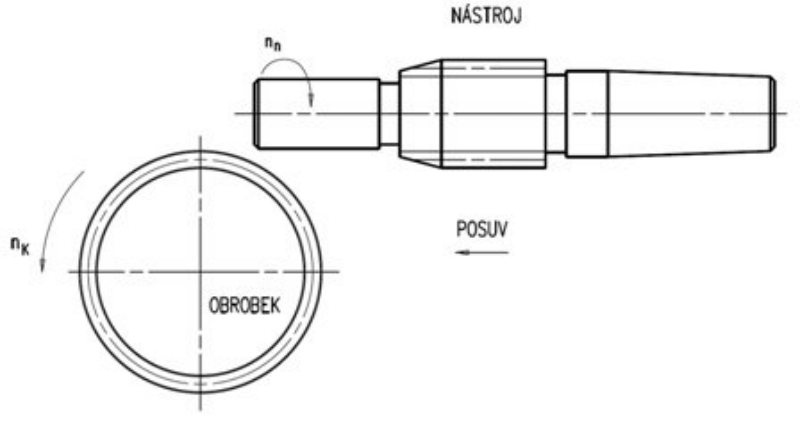
Citace: "Šneková ozubená kola se vyrábí, radialním nebo tangencialním posuvem... Radiální způsob se používá u kol s uhlem do 6 stupňů, tangencialní posuv se využívá u kol nad 6 stupnů, aby nedocházelo k seříznutí boku zubu.. Tangecial se využívá při frézování jednoduchým nožem, ale i při frézování odval. frézou vyrobenou přesně podle stávajícího šneku! Nelze totiž frézovat radiálně šnekové kolo které má uhel větší než 6 stupňu,a to i frézou vyrobenou podle šneku.. Ano radialně to take vyfrezujete, ale boky zubu budou seřízlé, šnek a kolo nebude mít správný záběr. To jsou poznatky a zkušenosti z praxe..."
Vliv výšky nože na výsledný tvar boku šroubovice šneku:
