Ozubená kola se vyrábí několika způsoby, zde je popis výroby dělícím způsobem.

Pro vlastní výrobu je třeba - modulová fréza, dělící přístroj a frézka. Aby to nebylo tak jednoduché, ozubená kola se vyrábějí v určitých rozměrech (modulech) a pro každý počet zubů je potřeba jiný tvar frézy. Pro praktické použití byly moduly sjednoceny do řady:
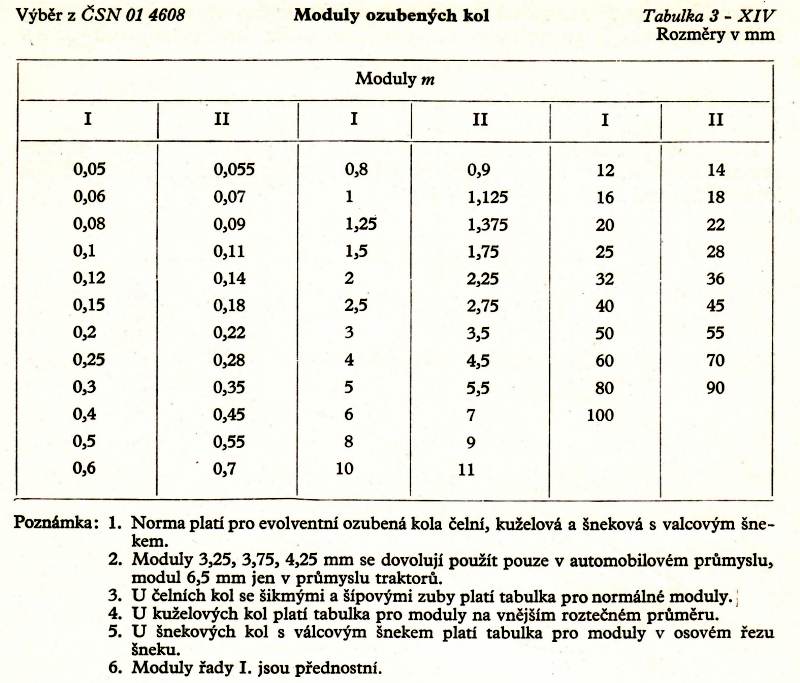
A modulové frézy se vyrábí nejčastěji v sadách po 8.
Fréza č.1 je pro 12-13zubů; č.2 14-16; č.3 17-20; č.4 21-25; č.5 26-34; č.6 35-54; č.7 55-134; č.8 134- nekonečno.
Pro základní výpočet ozubení používám tyto vzorečky:

V praxi to vypadá tak, že podle požadovaného modulu a počtu zubů spočítám roztečnou kružnici a přičtu 2 x modul. Vyjde mi vnější průměr a na ten obrobím na soustruhu kolo/pastorek. Součastně vyvrtám středový otvor.
Kolo pak nasadím na předem vycentrovaný, pomocný trn, do děličky a přitisknu
trubičkou pomocí koníku,

pastorek většinou rovnou upnu do kleštin a centruji.

Bočním dotekem rotující frézy si zjistím hlavovou kružnici, poodjedu frézou stranou a nastavím
hloubku zubové mezery.
Podle materiálu kola, frézuji na jeden, nebo více záběrů. Pro lepší povrch pak nechám kolo ještě jednou objet kolem dokola.
Výška zubu (hloubka zubové mezery) by měla být teoreticky 2,25 x modul, ale v praxi je třeba se držet údajů které jsou uvedené na fréze. Jedná se o údaj h. Tady je ukázka dvou různých fréz stejného modulu s rozdílnou
hloubku zubové mezery.

Pokud se zajede hlouběji, zuby jsou příliš tenké a vůle mezi nim pak velká :-(

Měření
S měřením zubů je to složitější. Šířka se musí měřit na roztečné kružnici a tak se musí pro takové
měření používat dost složitá "posuvka" se dvěmi na sebe kolmými odečty. Jednodušší způsob je
měření přes zuby, které spočívá v tom, že se měří najednou více zubů, tím se měřidlo dotýká
boků zubů na správném průměru. Pro tento způsob měření se musí nejprve spočítat podle počtu
zubů a úhlu záběru přes kolik zubů se bude měřit. Pak se pomocí dalšího vzorečku a použitého
modulu spočítá správný rozměr.
Celé to vypadá takto:

Protože se mi to nechce pokaždé počítat, vytvořil
jsem si a vytiskl tabulku v EXCELU. Jsou v ní základní moduly od 0,3 do 3 a počty zubů od 11 do 258. Pokud to někdo budete potřebovat upravit, na prvním řádku ve žlutém poli je úhel záběru a ve skrytém sloupci B se vám pak přepočítá počet zubů přes které se musí měřit.
Modul se mění ve třetím řádku, počet zubů se dá zvětšit "tažením buňky".
Různě vytvořené převody:
Modul 0,5


Pastorek v modulu 1. Vnitřní tisícihran má 24zubů na Hitec servo.


Ozubené kolo z Derlinu, modul 1 v kombinaci s pastorkem.

Ozubené kolečko do magnetofonu Grundig TS 945. Modul 0,5; 80/32zubů.
Nejdříve jsem vyrobil menší ozubený střed s osazením. Pak jsem na něj nalisoval a zalepil větší průměr. Následně vyfrézoval zuby i na něm.

Ozubené kolečko do Radiomagnetofonu Grundig RR 1020.

Šnekové kolo modul 1, průměr 42mm, vzniklo naklopením rotační osy podle úhlu závitu šneka. Výsledný tvar zubu není díky tomu že se nefrézuje po "šroubovici" tak přesný, ale při malé šířce zubů a válcovém tvaru šneka by to nemělo vadit.

Foto majitele po namontovaní na opraveném kráječi:

Tahle kola na tiskárnu byla trochu výzva. Modul 0,8 a 16 zubů v plastu je v pohodě, ale ten středový otvor 4mm s ploškou dal trochu zabrat. Nakonec jsem na něj vytvořil ozubený konický protláčecí trn. Po protlačení předvrtaným otvorem jsem polotovar kola osoustružil přímo na trnu na rozměr budoucího kola a následně ozubil.

Obdobný středový otvor, šikmé zuby na šnekový převod.

A foto majitele po namontování v opravovaném zesilovači PIONEER A-502R.

Oprava serva přívěry výfuku motorky Yamaha FZR 1000. Plastové kolo na výstupní hřídeli a pastorek se poškodil. Dělat to celé by byl problém, tak jsem zuby odsoustružil, na jejich místo přišrouboval mosazný věnec a následně ozubil. Pastorek je mosazný, ozubené kolo pak z Derlinu.

Další servo motorky, tentokrát Honda Cbr 954rr.

Někdo už se to kolo pokoušel "opravit" pomocí 3D tiskárny přede mnou :-)

Modulová fréza.
Následující řádky by měli přeskočit všichni nástrojáři :-)
Potřeboval jsem vyfrézovat mosazné pastorky s 10ti zuby v modulu 0,9. Klasické sady modulových fréz jsou až od 12ti zubů výše. Původně jsem to dělal takto: nejprve jsem vytvořil 10 zubů pomocí té frézy na 12 zubů,

pak jsem kolo o pár stupňů pootočil do mínusu, frézu posunul dolů tak, aby byla stále u paty zubů. Vyfrézoval jsem jeden bok zubů.

Následně jsem pootočil frézu oproti 0 poloze zase do plusu, frézu posunul nahoru aby opět byla uprostřed paty zubů a vyfrézoval druhé boky zubů.
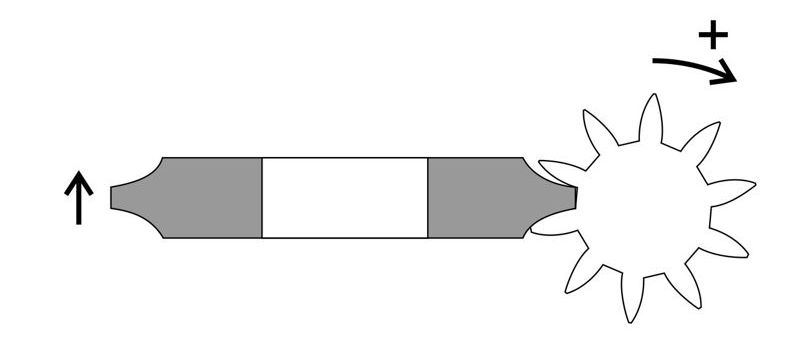
Výsledkem je kolo které vypadá jako korigované, u paty tlustší na hlavě má pak malou plošku. Účel to splnilo a pastorek zabíral velice plynule.

Tenhle způsob byl poměrně náročný při výrobě většího počtu kol. Rozhodl jsem se proto pokusit vyrobit frézu přímo na konkrétní počet zubů. Ofotil jsem požadované kolečko. Zvětšil ho a v kreslícím programu nahradil evolventy kružnicemi.

Pro dané kolečko mi vyšel, průměr kružnice je 4,34 mm. Na stejný průměr jsem vybrousil kruhový nožík z radeca. Odvrtaný polotovar frézy z vyžíhané nástrojové oceli jsem upnul do frézky, nožík sevřel pomocí držáku ve svěráku a v podstatě tak z frézky vytvořil „soustruh“. Podle obrázku bylo třeba nožíkem „zajet“ 1,97 mm hluboko, při rozteči 5,02 mm. Vznikl tak základ modulové frézy. Pak už jen stačilo vyfrézovat v děličce zuby, zakalit a popustit. Výsledkem je takováto fréza.

Sice nemá podbroušené zuby, ale u té mosazi to zdá se zase až tak nevadí. Pastorky dělá skvělé :-)


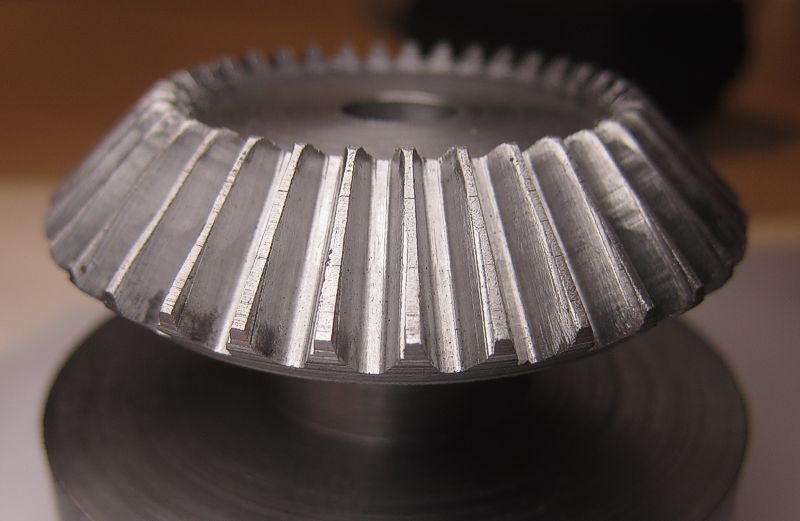
Kuželová kola
Výroba těchto kol v domácích podmínkách, je tak trochu můj sen. Když se na mě obrátil kolega hodinář, že by potřeboval kolo v modulu 2 s 35 zuby, tak jsem to zkusil trochu netradičně. Poměřením modulových fréz v drážce protikola s 30ti zuby jsem zjistil u středu modul cca 1,25, na obvodu cca 2.
Takže první zubová mezera se frézovala tím modulem 1,25.

Další pak modulem 1,5 do 2/4..

Následovala fréza v modulu 1,75 do 1/2.

A zakončila to fréza s modulem 2 do 3/4.

Ještě se to trochu poladilo jehlovým pilníčkem a výsledkem je pak takovéto kolo :-)
Dobrý dojem kazí jen ta drážka od první frézy, budu muset promyslet co s tím. Na hodinovém rozvodu, kde se to otočí 1x za hodinu, snad zase až tak vadit nebude.


Cykloidní ozubení
Podle tvaru křivky která tvoří bok zubu rozeznáváme ještě další typ ozubení - cykloidní.
K jeho výrobě se opět používají modulové frézy, ale samozřejmě se zcela odlišným profilem. Cykloidní ozubení vykazuje menší ztráty třením a menší opotřebení než ozubení evolventní. Pro složitější výrobu se však uplatňuje hlavně v přesném strojírenství a hodinářství.
Na výrobu takového ozubení už jsem potřeboval speciální cykloidní hodinářské frézy, které jsou ještě korigované podle počtu zubů.
Pastorek má 6mm.

A něco menšího.

Pokus s modulem 0,25. Ten pastorek má průměr 2mm, středový otvor 0,5mm :-)

Modul 0,9. Pastorek po zakalení a popuštění na "modro".

A po vyleštění.

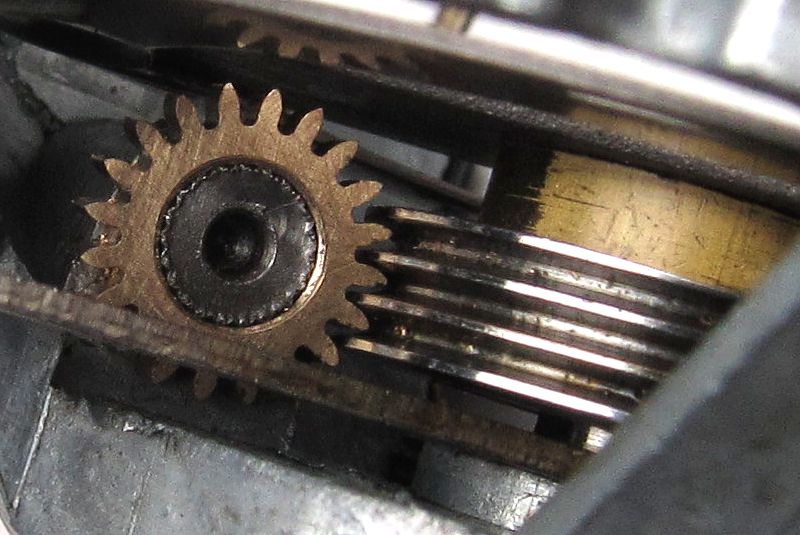
Také pro šnekové kolečko do tachometru autoveterána, jsem zvolil cykloidní ozubení.

Zdálo se mi pro tento druh převodu vhodnější než klasické evolventní.
Nepravidelné tvary zubů
Pro kolegu hodináře jsem potřeboval vyrobit krokové kolo cca 16mm v průměru. Výsledný tvar vznikl po odfrézování polokruhovité drážky nožíkem vybroušeným z radeka a proříznutím frézkou tl.1mm se šikmo broušenými zuby.

K upnutí nožíku z radeka slouží tyčka 8mm provrtaná po celé délce. Na jednom konci je opatřena závitem, na druhém pak je vybroušena čtvercový otvor. Uvnitř je vložená tyčka která přenáší tlak ze šroubu na nožík.

Video z výroby.