Výroba ozubených kol odvalováním
Další způsob výroby ozubených kol je pomocí odvalovací frézy. Jedná se o nástroj, který má jednotlivé zuby po obvodě uspořádané do šroubovice. K postupnému vyřezávání jednotlivých zubů kola pak dochází při synchronním otáčení odvalovací frézy a otáčení budoucího ozubeného kola. Výhodou tohoto způsobu je to, že na libovolný počet zubů daného modulu stačí jedna odvalovací fréza. Díky postupnému zařezávání lichoběžníkového tvaru zubu frézy a otáčení ozubeného kola dochází právě k tomu vzájemnému odvalování. Výsledkem je vytvoření přesné evolventy zubu kola v zubové mezeře.
Takto popsané to vypadá vcelku jednoduše, musí se však dodržet několik podmínek: 1. otáčky frézy a ozubeného kola musí být synchronní. 2. vzájemný směr otáčení musí být takový, aby se fréza "šroubovitě zařezávala" do budoucího kola. 3. počet zubů je dán vzájemným poměrem otáček frézy a ozubeného kola. 4. při výrobě přímého ozubení se fréza musí naklonit o úhel její šroubovice tak, aby z pohledu od ozubeného kola byla šroubovice frézy kolmá na osu otáčení ozubeného kola. 5. při výrobě šikmého ozubení se fréza musí naklonit navíc o úhel sklonu zubů a dodržet předcházející bod.
Všechny tyto podmínky pro výrobu ozubení splňuje stroj s názvem "odvalovací frézka". Jedná se v mechanickém provedení o poměrně složitý stroj, kde se uvedených bodů dosahuje několika sadami ozubených převodů, pro šikmé ozubení pak pomocí přidaného diferenciálu nebo nesynchronních otáček. V moderním provedení existují samozřejmě i odvalovačky v CNC provedení, kde se stejného efektu dosahuje programově.
Obě řešení jsou pro mě výrobně poměrně složitá (mechanické vyžaduje řádově stovky ozubených kol, aby se mohl nastavit libovolný převod pro vzájemné otáčení frézy a kola, diferenciál..., CNC provedení pak počítačem řízené pohony, speciální program...). Proto jsem se rozhodl jít vlastní cestou a vyrobit něco co by splnilo uvedené body i v mých podmínkách.
Základ tvoří stolní frézka PROMA FP-25, ve které je upevněná odvalovací fréza, otáčky pak snímá enkoder. Otáčení ozubeného kola zajišťuje rotační osa, která je poháněna servem, posuv do řezu pak krokový motor.
K jednotlivým bodům podmínek:
1. na vřetenu frézky je upevněn enkoder, který snímá otáčky vřetena (25 000 pulsů na otáčku) a posílá je do obvodu dekoderu. Na jeho výstupu je pak 50 000 pulsů na otáčku. Rotační osa má šnekový převod 1:50, servo je nastaveno na 1 000 pulsů na otáčku. Tím je zajištěn synchronní převod mezi vřetenem (frézou) a ozubeným kolem 1:1. 2. z impulsů enkoderu je vyhodnocovaný směr otáčení vřetene a výběrem přímého nebo negovaného výstupu se dá nastavit správný směr otáčení rotační osy, aby byla podmínka splněna. 3. z obvodu dekoderu jsou impulsy přiváděny do třímístné synchronní děličky 74192. Podle nastaveného dělícího poměru 1:1 - 1:999 je možné vytvořit odpovídající počet zubů. 4. frézka bohužel nemá naklápění vřetena, proto je na jejím stole upevněn pomocný posuvný stůl s děličkou, který se naklápí obdobně jako sinusové pravítko podložkou. Její tloušťka je vypočítaná podle sklonu šroubovice. Jejím umístěním pod pravou nebo levou částí stolu se volí podle toho, zda je fréza pravotočivá nebo levotočivá, případně zda se frézuje přední nebo zadní strana ozubeného kola. 5. rotační osu je na pomocném posuvném stole možné naklápět a tím nastavit požadovaný sklon šikmého ozubení.
Celá sestava se chová trochu odlišně než klasická mechanická odvalovací fréza. Na klasické odvalovačce se fréza pohybuje do řezu kolmo na osu kola a sklon šroubovice se eliminuje naklopením frézy. Při frézování šikmého ozubení se kromě dalšího naklopení frézy vůči ose kola, fréza a kolo ještě šroubovitě pootáčejí, aby vznikly šikmé zuby. U mého pojetí je to mnohem jednoduší. Ozubené kolo se pohybuje a je nakloněno tak, aby jeho zuby byly rovnoběžné s rovinou šroubovice frézy. Nevýhodou tohoto způsobu je, že se frézované kolo jako by posouvá po povrchu frézy a není možné vytvořit kolo širší než je dáno tím posuvem a šířkou frézy. Tento nedostatek se projeví hlavně při velkém úhlu šikmých zubů, větších modulech a širokých kolech. Zatím co jsem zkoušel frézovat kola, tak jsem se na tento limitní stav nedostal.


Uchycení a pohon enkoderu od vřetena.

Řídící elektronika, v pořadí druhá upravená verze.

A její původní vývoj :-)

Ovládací panel, opět druhá verze. Bylo přidáno ovládání chalzení a další tlačítko pro nastavení začátku vlastního frézování.

Základna pomocného posuvného stolu.

Přední ložiskový štít šnekové převodovky s navařeným rozšířením pro kosoúhlé ložisko.

Tělo převodovky je svařeno z plocháčů 10mm tlustých.

Budoucí mosazné šnekové kolo.

Jeho frézování na děličce.

Soustružení šneku.

Sestavený pomocný posuvný stůl. Horní servo otáčí, případně krokuje rotační osou, krokový motor posouvá po 0,01mm stolem do řezu.

Celá sestava. Do zbylých konektorů se připojuje rotační enkoder při režimu odvalování, krokový motor chlazení a kablík, kterým se vypne automaticky frézka, při dokončení celého cyklu frézování

První zuby


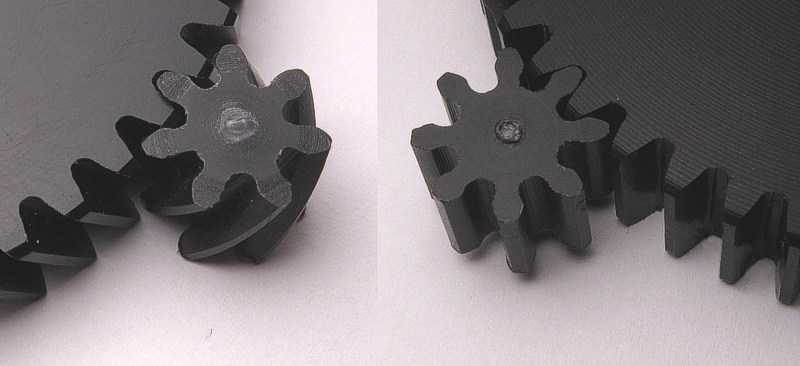
Na těchto pastorcích je krásně vidět podříznutí zubů, které vzniklo díky tomu, že pastorek nebyl korigován.

Ukázka toho, jak vypadá korigované kolo v modulu 0,8. Obě mají hlavový průměr 9,4mm (správně by měl být 9,6mm pro 10 zubů), ale díky ubrání jednoho zubu a odvalování na stejný průměr, došlo ke korekci tvaru, díky kterému se odstranilo podříznutí paty zubu.
Další pokus, tentokrát zda to bude použitelné i na malá kolečka. Průměr 1,4mm, modul 0,1. Středový otvor 0,5mm mi bohužel trochu "utekl". Hodináři mají můj obdiv, já měl co dělat abych to kolečko neztratil při focení.

Tak to kolečko jsem nakonec ztratil :-( Nedalo mi to a udělal jsem si "pro radost" ještě menší, modul opět 0,1 hlavový průměr 1,2mm. Ta hrouda vlevo je zrníčko máku :-)

Ještě fotka s tou odvalovací frézou.

Zase jedno "nestandartní" ozubení. Potřeboval jsem odvalit ozubená kola modul 2 na závitové hodinky. Nemám zatím frézu s 15ti stupni která by na to byla vhodná, proto jsem použil frézu na 20 stupňů a udělal zubovou mezeru o 0,4mm hlubší a o 0,4mm širší. Díky tomu kola pěkně zapadnou do trapézového závitu a ta nepřesnost v evolventě se při tomhle použití lehce ztratí :-)

Korunové kolo do gramofonu na kliku, modul 0,6. Moc zajímavě se tam odvalil ten profil zubu :-)

Další kolo do gramofonu na kliku, tentokrát z textitu pro čtyřchodý šnek.

Modul 0,3 odvaleno na osovou vzdálenost 5mm pod úhlem 29st.

Nový pastorek pro servomotor topení YC1H-19E616-AC Ford Transit, nalisovaný do původního kola.

Jak se vlastně takové kolečko vyrábí? Tohle konkrétní, jsou dva pastorky vlepené do sebe a na ně je na drážkování zapertlované plastové kolo.
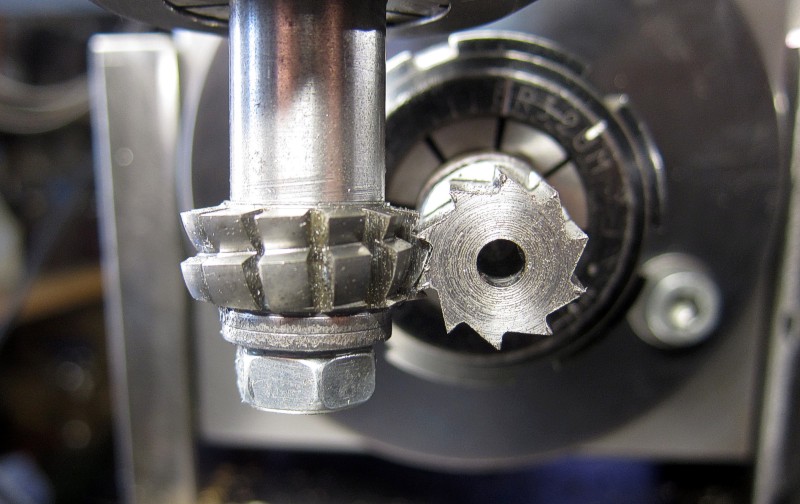
Odvalovací frézy na západková kola (rohatky).

Odvalené kolo (rohatka).
Odvalování cykloidního (epicykloidního) ozubení.
Podařilo se mi sehnat odvalovací frézy na výrobu cykloidního ozubení. Zatím jsem z nich dost zmatený a po pravdě netuším, jak si mám vysvětlit jejich značení. Co jsem koukal na internetu, tak frézy pro hodináře jsou vyráběny v určitém rozsahu počtu zubů. Tyhle jsou na konkrétní rozměr a počet zubů. Netuším ani, zda je ten uvedený rozměr hlavový průměr, nebo průměr roztečné kružnice. Kdyby jste někdo měl nějaké informace o těchto frézách, rad bych se je dozvěděl.
Porovnání evolventního a cykloidního profilu frézy:

Uvedené frézy.

A odvalená kola.

Vznik cykloidního tvaru zubů.

Většina fréz je od firmy Koepfer.

A vyfrézované kolo touto frézou.

I když ta fréza není ta tenhle počet zubů určená, zkusil jsem jí odvalit i malý pastorek (průměr vyšel pod 2mm).

Do švýcarské hodinářské normy to má daleko, ale pokud by se nastavilo správné zanoření, tak by to mohlo být zřejmě i použitelné :-)
